injection molding industry
该案例旨在为注塑行业的重点难点做一个数字化解决方案分析
注塑是一种工业产品生产造型的方法。几乎所有的注塑加工制品中,有将近85%必须通过注塑、成型。产品广泛应用于:汽车零部件,手机零部件,家电零部件,医疗器械,农用机械等。
以下为注塑产业链缩略图
根据行业中的不同产品,普实把注塑行业产品归纳为以下2种。
1.橡胶注塑:橡胶注射成型是一种将胶料直接从机筒注入模型硫化的生产方法。
橡胶注塑的优点是:虽属间歇操作,但成型周期短,生产效率高取消了胚料准备工序,劳动强度小,产品质量优异。
2.塑料注塑:塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。
有专门用于进行注塑的机械注塑机。目前最常使用的塑料是聚乙烯、聚丙烯、ABS、PA、聚苯乙烯等。
注塑行业面对市场竞争态势的变化,生产规模将进一步扩大。随着管理要求越来越高,在供应链成本管理方面等等,逐步暴露出许多潜在的问题。
01-BOM配置结构复杂,管理难度大
注塑产品BOM架构比较复杂,存在同一物料多重BOM,可配置的物料较多,例如:颜色、材质等,容易混淆出错。
以手工作业方式处理BOM时经常存在“料表更新不及时”,“各部门数据不一致”的现象,容易发生错误而导致生产秩序混乱,影响交货等问题。
02-现场管理难
由于注塑行业设备、人员状况复杂,实际生产时应采取的工序往往无法按标准工序执行,而部分产品由于一些关键工序受机器等资源的限制,或其他特殊情况导致存在着多种加工工序流程并存的情况。
如何科学的进行管理,成为生产现场管理的难点。
03-在制品难追踪
由于注塑行业制造工序复杂,从第一道工序开始到最后一道工序完成,其间所要经过的时间通常需要数天甚至数周。
众多的零部件,分布于多个车间,各道工序分别已经完成多少数量,差多少数量未完成,还要花多少时间才能完成,以及各道工序当前在制量为多少,目前进行到哪一道工序等等信息无法准确及时的得到,造成在制品数量过多。
04-水口料回收
生产过程中的水口料的产出伴随着产品产出,产出率不固定,并且调试过程也会产生大量的废品也要作为水口料处理;
水口料的存放地点一般在车间而不在仓库,完工后的废品、废料直接送去排队等候粉碎,所以仓库统计困难。
05-模具管理
很多企业实际运作情况是:计划开单,模具部门备模具,生产部门烘料,上模,开机之间的信息沟通完全靠电话和微信联络,信息的准确性,及时性,完整性都得不到保证;
经常出现机台停机了,需要换模生产时,模具部门还没有准备模具,加料部门根本就没有按规定实际提前安排烘料;
也有模具准备好了,上模人员不清楚,没有及时上机,上好模具后,开机人员不知道,没有及时开机;
还有模具修好后,没有方便快捷的方式让计划和相关人员及时有效的得到信息。
06-排程难
注塑企业因客户的需求,经常会改变生产计划以满足客户的要求,主要表现在日期变更,颜色变更,数量变更以及新单记入等。
在实际生产中,因生产赶不上进度等原因,也会进行改单的情况。因为单和单之间的相互影响,所以排程以及改动非常困难。
07-委外管理
注塑加工中,有很多特殊的工序需要委外处理,或者客户需求批量大时,也需要把部分订单委外加工以缓解压力,传统作业管理往往无法应付如此复杂的状况,造成了工作难度增加,加工村料及加工费用管理不善。
实际生产过程中,往往有很多不确定因素,如产品的重修返工,材料、半成品的报废,产品的改制等等,管理人员很难及时掌控现场状况。
08-接单方式难以掌控
接单生产方式难以掌控:部分注塑行业使用者,采用的是接单生产,常常需要于接单时确定客户特殊要求,并根据订单独设计,准备材料、生产。
传统管理模式常常造成交货延迟,库存积压等等问题。
随着企业信息化程度的不断提高,注塑企业对于生产管理信息化的需求也日益增强。企业需要一种能够涵盖生产制造信息管理、规划管控、生产调度等多个方面的系统来提升生产管理水平。
01-水口料
主要是指做注塑料件的剩余部分,把它打碎,也就是破碎料。好像吃东西剩余的部分,大概就是这么个意思。
02-回料
指回收造粒的料。可以是边角料也可以是废品造粒,统指已经用机器回收再造粒了的原料。回收一次叫回料,回收N次也叫回料。
03-副牌料
是指相对于正牌料来说的,它们在出厂的时候达不到检测标准,与正牌相比它们在某些指标上达不到,但其实还是可以用的。同一批产品下来,检验合格的就帖上正牌标签,不完全合格的就没标签,也就是副牌料。
04-再生料
对回收造粒料的统称。和回料的说法差不多,但是叫再生料的范围更广泛些。
生产过程中的水口料的产出伴随着产品产出,有产出率根据模具形状固定的情况,也有产出率不固定的情况,比如调试过程或正式生产过程也会产生大量的废品变为水口料,需要进行统一管理。
01-仓库统计困难
水口料的存放地点一般在车间而不在仓库,完工后的废品、废料直接送去排队等候粉碎,所以仓库统计困难。
02-水口料配比
水口料使用时,应该按客户、产品设置不同的参杂比例,同时计算出胶料,水口料的用量,严格按需求数量领料。。
03-水口颜色对应
产品颜色和水口颜色有一定的对应关系,一般是一一对应的,但浅色产品也可以加入色粉产生深色水口。
01-编码规则
回料编码规则:与正常原料对应,用最后一位字母表示区分,
如原料:20POM0008Y,
则水口料可以使用20POM0008S,仓库也使用专门的仓库,水口料仓。
再生料:也可单独建料号,用最后一位字母区分, 20POM0008Z,建立BOM,再生料的用料即为水口料。
也可使用水口料相同料号,如水口料的加工过程:粉碎抽粒是内部进行的,可以看做是配料仓发生的配料动作,不视为生产动作,不建立料号及BOM。如偶尔发生委外抽粒,使用自选BOM的方式下达抽粒返工工单。
02-BOM配置
BOM的用料计划里,可使用水口料作为替代件
03-联副产品
在普实系统中,用料行1净需求数填写1.6,损耗率填写0.01,用料行2,净需求数填写0.4,损耗率填写0.01,联产品填写0.02,根据截图中BOM,规划下达工单1000PCS51AZ7830CXA 工单后,行1,用料计划数是多少,联副产品数是多少?
04-行1用料计划数是多少?
[1000*1.6*(1+0.01/100)+1.01]=1602KG
05-联副产品数是多少?
1000*0.02=20KG
思考:如果净需求数即为产品净重,以上数量关系BOM是否合理?
06-水口料车间管理流程图
水口料和再生造粒料可使用相同料号,使用相同料号时候,工单下达成自选BOM返工工单,领料需要指定成本,如使用区分料号,相应的BOM中原料替代为再生料。
基于企业烘模难管理的现象,普实软件在AIO8系统中配置了一套完整的生产计划/备模/烘料/上模/开机信息等功能,在生产办公室,模具车间,加料房,车间相应位置配置看板系统,并统计每个模块所用时间。
01-作业计划单下达自动生成进度反馈表
① 理论时间:由基础资料进行设定;
② 每个时间都是精确到小时;
③ 模具号,机台号,计划开始时间都是从作业计划单取值。
02-烘料需求看板
查看备模完成之后,需要烘料的信息,通过颜色管理进行时间到期反馈;
根据工单入库信息状况,提醒员工工单快结束了,投料要慎重;
03-机台开机提醒
当上模及烘料完成后提醒车间员工开机,通过颜色管理进行时间到期反馈
04-工单进度反馈追踪
查看整体的进度,进行针对性的跟踪提醒。
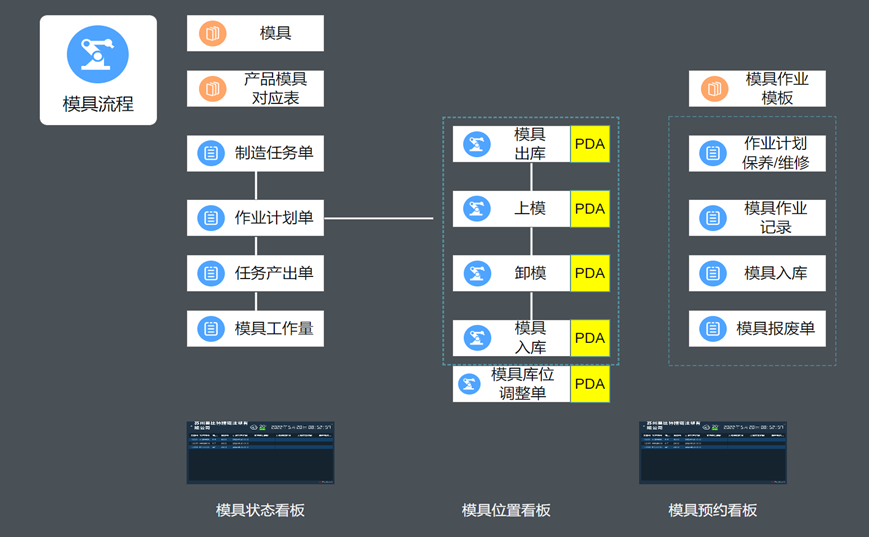
日常作业:模具预约、模具入库、模具出库、模具报废、工位上模、工位下模,模具库位调整单,模具维修,模具保养
寿命管理:(标准寿命、当前值、累计值、剩余值、状态等)、模具寿命状态,模具验证(到达寿命进行禁用)
模具呼叫:工位机呼叫
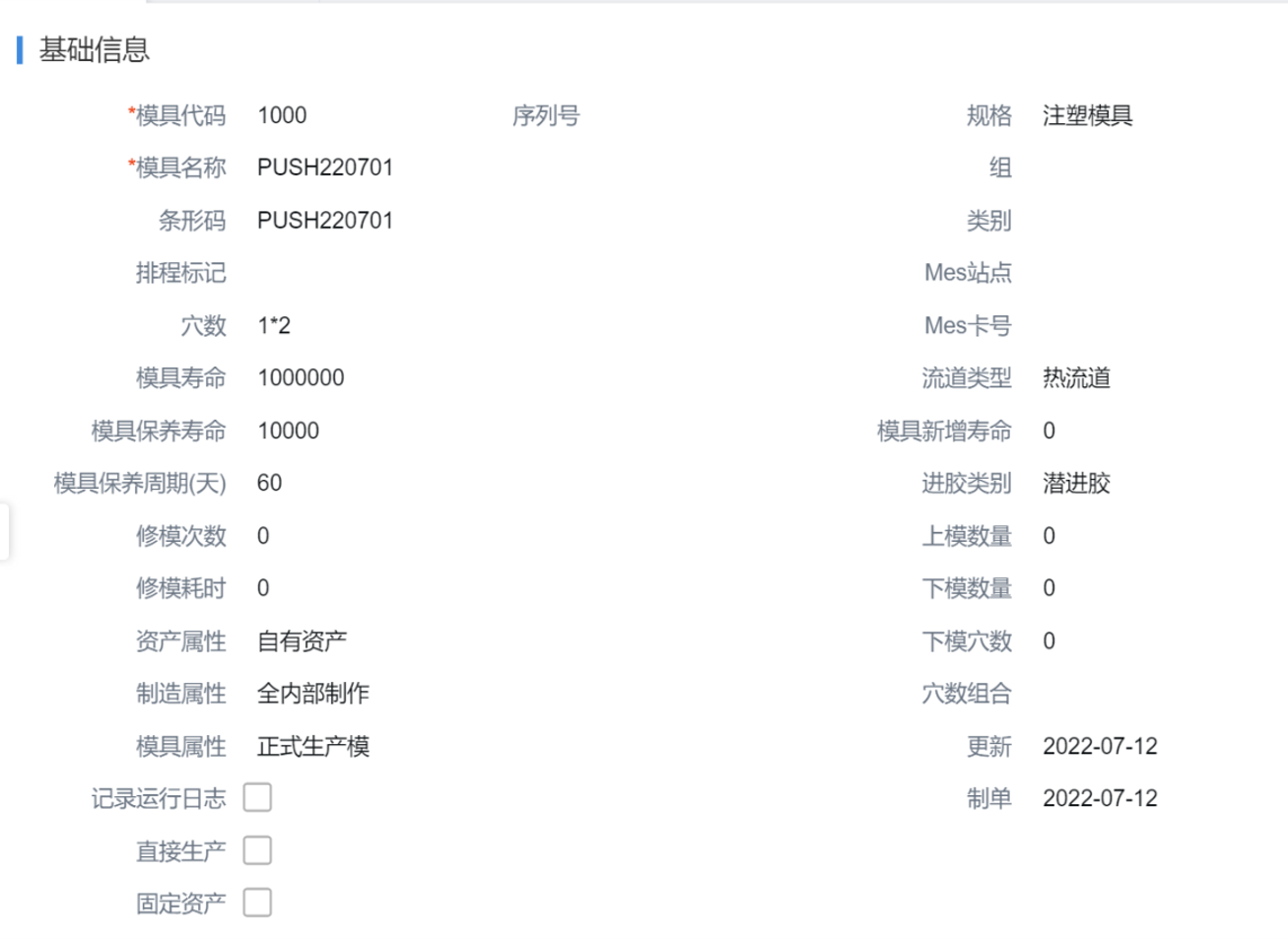
01-模具主数据
穴数解释:
常用表示方式:1*1、1*2、1+1、1+3
*表示一模出几个相同产品
+表示有几个+就是一模具出几个产品
04-上模
如果没有使用模具预约功能,可以依据产品模具对应表进行筛选;
也可依据产品模具对应表进行验证。
05-模具位置
模具可能在的位置:模具库(划分库位),机器上,线边仓(备用),维修位置等
06-模具分析
模具维修记录、模具保养记录、模具平均产能表、模具实时状态、呆滞模具表等